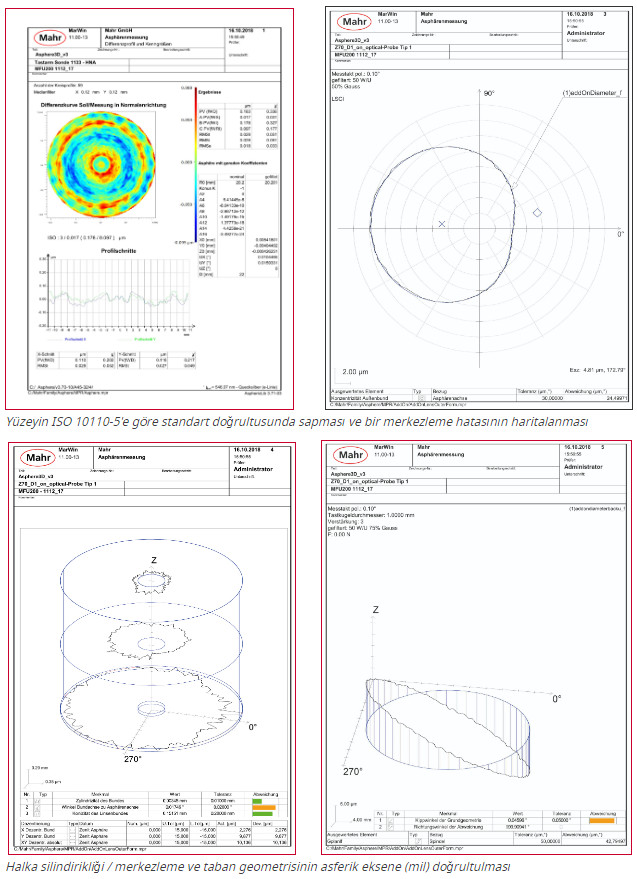
Form sapması, merkezleme ve doğrultma: bir ölçüm çevriminde üç hatanın birlikte tespit edilmesi
 Optik lenslerin hassas bir şekilde kalite kontrolünü sağlamak için Mahr, Mahr'ın dokunsal ve optik ölçüm tekniklerini zekice birleştirdiği bir ölçüm sistemi olan MarForm MFU 200 Aspheric 3D'yi geliştirmiştir. MFU 200 Aspheric 3D ile yüzey geometrilerinin ölçümüne ek olarak, ön ve arka taraf ile mercek kenarı arasındaki ilişkiler de belirlenebilir.
Optik lenslerin hassas bir şekilde kalite kontrolünü sağlamak için Mahr, Mahr'ın dokunsal ve optik ölçüm tekniklerini zekice birleştirdiği bir ölçüm sistemi olan MarForm MFU 200 Aspheric 3D'yi geliştirmiştir. MFU 200 Aspheric 3D ile yüzey geometrilerinin ölçümüne ek olarak, ön ve arka taraf ile mercek kenarı arasındaki ilişkiler de belirlenebilir.
Bir optik lensin kalitesinin tam olarak incelenmesi için, sadece yüzey geometrilerini ölçmek yeterli değildir, aynı zamanda lensin yanı ile lens kenarı arasındaki ilişkiyi belirlemek de genellikle gereklidir. Optik üretimde bu gereklilikleri yerine getirebilmek için Mahr, optik yüzeylerin şeklini ve konumunu hızlı ve kapsamlı bir şekilde ölçmek ve değerlendirmek için bir ölçüm yöntemi sunmaktadır.
Hata tespiti için tam otomatik ölçüm
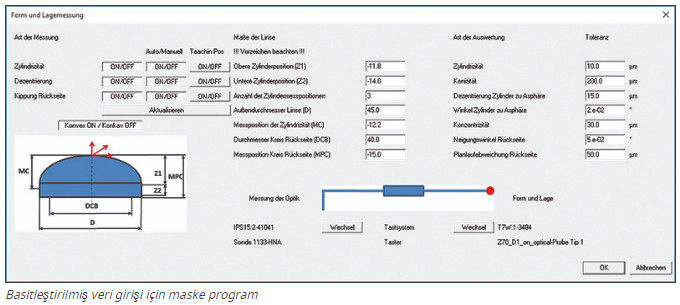
Dokunsal ve optik ölçüm tekniklerinin kombinasyonu yoluyla, örneğin asferik bir yüzeyin optik ekseni, mercek kenarının mekanik ekseninin konumunu algılar ve arka ucunun bu eksene doğru eğimini belirler. Mahr, çeşitli optik ve dokunsal prob sistemlerini MarForm MFU 200 Aspheric 3D ölçüm cihazında birleştirmiştir. Sadece bir tam otomatik ölçümle, ölçüm sistemi optik üretimde en sık görülen üç hatayı tespit eder: sapma, merkezden kaçıklık ve doğrultma hatası.* Operasyon, çizim verisi girişi olmadan yarı otomatik olarak ve ölçüm konumlarının isteğe bağlı otomatik öğretme işlevi sayesinde, hızlı ve kolay yapılır.* lisanslı bir asphericon GmbH patenti kullanarak
Sadece tek bağlama ile komple ölçüm
Optik yüzey, IPS 15 optik sensörü kullanılarak temassız olarak ölçülür. Optik parçanın kenarı ve arkası, dokunsal bir prob ile ölçülebilir. Her iki sistem de (optik ve dokunsal), MarForm MFU 200 Aspheric 3D ölçüm sisteminin prob sistemi üzerindeki bir prob kolu biriminde birleştirilmiştir. Geniş bir prob ucu kolu seçimi, bir prob ucu ünitesinde farklı prob uçlarının birden fazla kombinasyonuna izin verir. Bu, bir optik lensin (örneğin asferik) tüm kenarlarının, optik ve dokunsal izleme parçaları arasındaki otomatik anahtarlamanın kullanılmasını sayesinde, bir bağlamada ölçülmesini mümkün kılar.Bu ölçüm yöntemi, parlatılmış optik yüzeyin mekanik izlemeden geçmemesi, ancak sadece optik ve dolayısıyla temassız ölçülmesi avantajına sahiptir. Hafif pürüzlü lens kenarı, dokunsal probla hızlı ve doğru bir şekilde algılanır.

Dış etkilerden bağımsız olarak tekrarlanabilir ölçüm sonuçları
Optik parçanın tasarımına bağlı olarak, çeşitli özellikler ve ilgili boyutlar belirlenebilir:
- Kenar geometrisinin optik eksene tek yüzeyli merkezleme hatası
- Kenar geometrisinin optik eksene açısı ve açısal konumu
- Eğim açısı ve arka yüzünün optik eksene açısal konumu
Mahr tarafından kullanılan teknoloji, örneğin dış etkenler veya makinenin kendisinin hareketi nedeniyle ortaya çıkan sistematik olmayan sapmaları da tespit eder. Ölçüm sistemi daima sonda parçanın tam olarak nerede bulunduğunun farkındadır. Son derece dinamik bir dijital kontrol ile birlikte, bu aynı zamanda sistemin konumlandırma doğruluğunu da sağlar. Böylece, değişen koşullar altında bile son derece yüksek bir tekrarlanabilirlik elde edilebilir.